Каждый раз, когда приходилось снаряжать пулевые патроны для охоты на копытных, я испытывал некоторые трудности по заделке дульца гильзы. Используя выпускаемые отечественной промышленностью закрутки, я испробовал различные способы по заделке дульца гильзы, но всякий раз в итоге головки пуль Бреннеке, "ВВОО-И", "ВС" получались деформированными, так как матрицы закруток не предназначены для снаряжения патронов с этими пулями.
Для исключения этого недостатка предлагаю вариант доработки матрицы для закрутки дульца бумажной или пластмассовой гильзы. Суть доработки заключается в следующем:
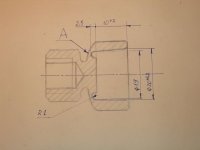
1 — вытачивается стальная шайба толщиной 4— 5 мм и центральным резьбовым отверстием М6;
2 — вытачивается оправка, один конец которой имеет резьбу М6; на оправку навинчивается шайба и матрица закрутки и производится сварка шайбы с матрицей.
Матрица для эавальцовки патронов с пулями; 1 — матрица, 2 — шайба, 3 — оправка
Оправка с резьбовым концом при этом служит для обеспечения соосности матрицы и шайбы. При сварке матрицы с шайбой следует избегать прожога матрицы, так как это в дальнейшем отрицательно сказывается на качестве закрутки. Затем производится расточка торца матрицы (см. рис.) до свободного вхождения головки пули.
Доработанная таким образом матрица, собранная с закруткой, позволяет производить закатку дульца гильз патронов, снаряженных пулями с выступающей головной частью.
И. НАХОДКО, охотник
г. Слуцк
Еще один вариант
Настольные и ручные закрутки, выпускаемые промышленностью, снабжены матрицами, не позволяющими производить закрутку дульца гильз при снаряжении патронов круглыми пулями и пулями стрелочного типа без их повреждения.
в журнале "Охота и охотничье хозяйство" (1980, №1) охотник И. Находко предложил свою доработку матрицы, но выполнение сварки по приведенному в рекомендации чертежу иногда приводило к выходу из строя матрицы за счет вспучивания, прожога или отпуска закаленной рабочей поверхности.
Не меняя идеи доработки матрицы, предлагаю техническое решение, устраняющее перечисленные выше недостатки:
1 — выточить стальной корпус, имеющий расточку, совпадающую с габаритами матрицы, и центральное резьбовое отверстие М6;
2 — свинтить корпус и матрицу до упора при помощи винта М6;
3 — произвести прерывистую сварку корпуса с внешней кромкой матрицы, не допуская перегрева рабочей поверхности матрицы;
4 — выполнить расточку матрицы.
Основные размеры приведены на рисунках, остальные необходимо определить по переделываемой матрице в зависимости от калибра.
Вот нашёл, слава богу. Может кому ещё надо. Читайте.