Автор темы
Чижуха
Участник
- С нами с
- 13/06/06
- Постов
- 300
- Оценка
- 24
- Живу в:
- Лен. обл. Синявино
- Для знакомых
- Александр
- Охочусь с
- 2006
- Оружие
- ИЖ-12, ИЖ-54, ЗКМ 16к., Рысь-К, МЦ 20-01, Вепрь 308 win, ТОЗ 78-01, МР-61, ИЖ-61, ИЖ-38, ИЖ-40.
- Собака(ки)
- Нет
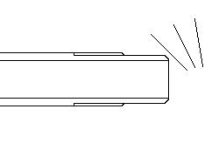
Уважаемые форумчане, подскажите пожалуйстабрак это или норма:
На Сайге 12к (короткой) при навернутом дыльном сужении пальцем чувствуется зазор между дульным срезом и самим насадком примерно 1мм. Это на 0,5 и 1мм сужении, а с насадком 0,0 зазор еще больше.
И это при условии что резба полностья вычещена. Затягивал рукой, но поверьте, с немалой силой! Короче, можно конечно подтенуть и ключем, но уж 1мм я уж точно не протяну, да и резбу жалко.
После стрельбы приходится каждый раз откручивать насадки и вычещать резбу, так как столько гадости туба набивается.
На Сайге 12к (короткой) при навернутом дыльном сужении пальцем чувствуется зазор между дульным срезом и самим насадком примерно 1мм. Это на 0,5 и 1мм сужении, а с насадком 0,0 зазор еще больше.
И это при условии что резба полностья вычещена. Затягивал рукой, но поверьте, с немалой силой! Короче, можно конечно подтенуть и ключем, но уж 1мм я уж точно не протяну, да и резбу жалко.
После стрельбы приходится каждый раз откручивать насадки и вычещать резбу, так как столько гадости туба набивается.



") )!
)!")
